

Como equilibrar uma cauda afiada e uma velocidade de toque?
Material: SS304 + SCM435
Tratamento de superfície: Ruspert
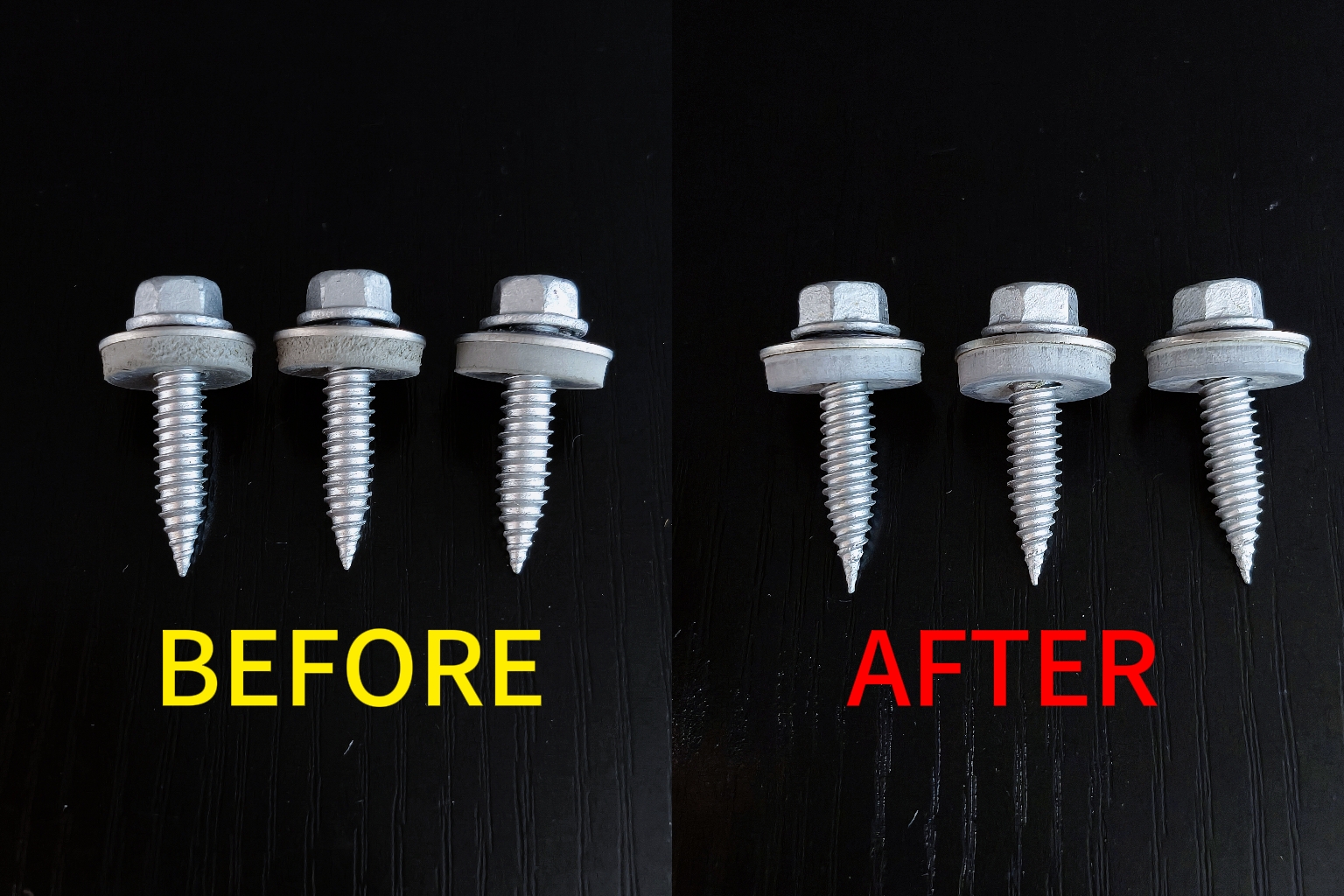
Na produção em massa de parafusos metálicos BI, encontrar um equilíbrio entre a nitidez da cauda, a velocidade de rosqueamento e a consistência da formação da rosca sempre foi um desafio.Quanto menor o ângulo da cauda, melhor será o posicionamento inicial e mais forte será a força de penetração; entretanto, quanto mais fino o material na extremidade traseira, mais sujeito ele fica à instabilidade e à falha na formação de fios durante a laminação.Uma cauda mais romba garante velocidade de rosqueamento estável e formação completa da rosca, mas resulta em mau posicionamento e força de penetração fraca, tornando-a propensa a escorregar e não conseguir penetrar em placas grossas.
O ângulo da cauda do primeiro lote de amostras que fornecemos ao cliente era muito rombudo, não atendendo aos requisitos de penetração para uso prático. Após uma segunda rodada de ajustes, a cauda atingiu um estado ideal, mas a formação da rosca falhou, afetando gravemente a velocidade de rosqueamento.


Devido à estrutura de rosca dupla, os requisitos de precisão do molde, processos de usinagem e estabilidade do tratamento térmico são ainda maiores. Portanto, selecionamos moldes CNC de corte a fio de alta precisão de Taiwan e otimizamos simultaneamente os parâmetros de tratamento térmico e os processos de revestimento de superfície, resolvendo o problema sem esforço.
Sem compromissos, sem atalhos—Jiaxing Aokepreste atenção a cada detalhe para que nossos clientes possam usar nossos produtos com confiança.
Anterior:Como funcionam os rebites cegos?


